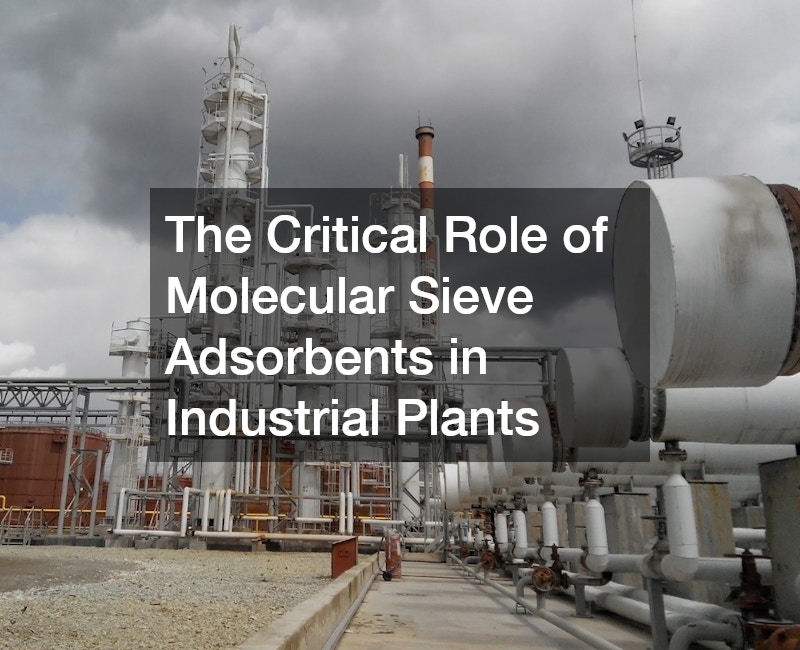
The Critical Role of Molecular Sieve Adsorbents in Industrial Plants
Efficient and reliable operations are essential for industrial plants that rely on precise processing, controlled environments, and consistent output quality. As production demands increase and regulatory expectations grow stricter, advanced material technologies are becoming more important than ever. Among these technologies, molecular sieve adsorbents play a vital role in industrial plants by selectively removing impurities, controlling moisture, and improving overall system performance.
Industrial plants depend on materials that can maintain stable conditions without interrupting production. These materials must perform consistently across a wide range of temperatures, pressures, and chemical environments.
According to Grand View Research, the United States includes more than 155,000 public water systems, with around 82% of the population depending on these community water systems. This level of infrastructure highlights the importance of reliable filtration and adsorption technologies, many of which are also adapted for use in industrial plants to support operational efficiency and product quality.
Companies such as M Chemical contribute to this effort by supplying advanced adsorption materials used across a variety of industrial applications. Among these materials, molecular sieve adsorbents stand out for their precision and efficiency in separating molecules based on size and structure, making them essential in modern industrial plant operations.
Supporting Precise Contaminant And Moisture Control
Industrial plants often require strict control over contaminants and moisture levels to protect equipment and maintain product integrity. Molecular sieve adsorbents are engineered with highly uniform pore structures that trap molecules according to their size and polarity. This selective adsorption capability allows them to remove unwanted gases, vapors, and moisture while allowing desired materials to pass through.
These materials are typically composed of crystalline aluminosilicates, commonly referred to as zeolites. Their internal structure forms a network of microscopic cavities that act like molecular filters. Because the pores are precisely controlled, they can capture molecules such as water vapor, hydrocarbons, and other process contaminants with a high degree of accuracy.
In industrial plants, this capability supports cleaner processes, reduces the risk of contamination, and helps maintain consistent production standards. Whether used in chemical processing, gas separation, or manufacturing systems, molecular sieve adsorbents play a key role in improving operational control.
Enhancing Performance In Industrial Plant Systems
Another key advantage of molecular sieve adsorbents is their ability to perform under demanding industrial conditions. Many industrial plants operate in environments with high temperatures, pressure fluctuations, and varying humidity levels. Molecular sieves are designed to maintain their effectiveness even in these challenging settings.
Their strong adsorption capacity allows them to capture large amounts of unwanted molecules relative to their weight. In fact, molecular sieves can adsorb approximately 20% to 25% of their mass in molecules, which makes them highly effective in industrial applications that require continuous processing.
This high capacity is especially valuable in large-scale industrial plants where uninterrupted performance is critical. Facilities involved in petrochemical production, manufacturing, and gas processing rely on these materials to maintain system stability and protect sensitive equipment from damage caused by contaminants or excess moisture.
Advancing Efficiency And Sustainability In Industrial Plants
As industrial plants work to improve efficiency and reduce environmental impact, sustainability has become a growing priority. Molecular sieve adsorbents support this goal by enabling processes that reduce waste, improve energy efficiency, and extend equipment lifespan.
Because these materials can be regenerated through heating or pressure changes, they can often be reused multiple times before replacement. This regenerative capability helps lower operational costs while also reducing the amount of waste generated by disposable materials.
In modern industrial plants, where efficiency, reliability, and environmental responsibility are closely connected, molecular sieve adsorbents continue to play an important role in supporting high-performance operations. Contact M Chemical today for more information.
